Як нарізати якісну різьбу на будь‑якій деталі: простий гід для практиків
Чому різьба або тримає, або підводить у найгірший момент.
Якість різьби вирішується не в момент, коли мітчик уже хрустить у отворі, а значно раніше — на етапі вибору інструменту, підготовки отвору та налаштування режимів.
Якщо хоча б один з цих кроків провалений, ви отримуєте зірвану різьбу, зламаний мітчик або деталь, яку доводиться переробляти.
Ми щодня нарізаємо сотні різьб у сталях, нержавійці, алюмінії й бачимо ті самі типові помилки, яких легко уникнути. Нижче — простий алгоритм, який допоможе вам отримувати стабільну, якісну різьбу, а не лотерею.
Крок 1. Починати потрібно не з бренду, а з задачі
Перш ніж брати перший‑ліпший мітчик, відповідаємо на три запитання:
- З якого матеріалу деталь: звичайна сталь, нержавійка, алюміній, латунь, чавун?
- Який тип отвору: глухий чи наскрізний, глибокий чи неглибокий?
- Який об’єм робіт: разовий ремонт, дрібна серія чи постійне виробництво?
Відповіді на ці питання відразу відсікають “універсальні чарівні мітчики для всього” і підказують, який матеріал інструменту потрібен: HSS, HSCo чи твердий сплав.
Крок 2. Як обрати матеріал інструменту
- Для періодичних робіт, м’яких і середніх сталей часто вистачає HSS.
- Для нержавіючих, конструкційних сталей підвищеної міцності, коли різьб багато і верстат працює регулярно, логічний вибір — HSCo (швидкорізальна сталь з кобальтом). Такий інструмент краще тримає температуру й знос, менше “горить” і тріскає.
- Для дуже жорстких умов (високі оберти, тверді або загартовані матеріали) використовують твердосплавні мітчики, але тут вже потрібен жорсткий верстат і точне дотримання режимів.
Практичне правило: якщо ви регулярно ріжете різьбу в сталі й нержавійці, HSCo‑інструмент — найадекватніший баланс ціна/ресурс.
Крок 3. Підібрати правильний тип мітчика під отвір
Одна з найчастіших причин проблем — неправильний тип мітчика під тип отвору.
- Наскрізні отвори — беремо мітчик зі спіральним підточуванням (spiral point). Він виштовхує стружку вперед, отвір не забивається, різьба виходить чистою.
- Глухі отвори — потрібен мітчик зі спіральною канавкою (spiral flute), який витягує стружку назад, до виходу. Якщо таким мітчиком лізти глибоко без мастила й чітких режимів — отримаємо клин і поломку.
- Для м’яких матеріалів (алюміній, латунь) важлива гостра геометрія і великі канавки під стружку, інакше все заб’ється й почне рвати кромки.
Якщо ви не впевнені, завжди уточнюйте: отвір глухий чи наскрізний — від цього залежить, який інструмент взагалі можна туди пускати.
Крок 4. Свердло під різьбу: правильний діаметр важливіший за логотип
Навіть найкрутіший мітчик не врятує, якщо отвір просвердлено “на око”.
- Використовуйте таблицю відповідності діаметрів свердел і різьб. Для кожного розміру різьби є свій діапазон діаметрів свердла.
- Для твердих матеріалів краще брати діаметр ближче до верхньої межі — менше навантаження на мітчик, менший шанс його зламати.
- Отвір має бути чистим і співвісним: якщо свердло б’є, залишає овальність і грубі задирки, різьба з самого початку приречена.
Окремий клас — комбіновані свердло‑мітчики: вони дозволяють за один захід просвердлити й нарізати різьбу, але вимагають стабільного верстата й уважного дотримання режимів.
Крок 5. Режими, мастило й жорсткість: як налаштувати швидкість та точність
Тут більшість “вбиває” хороший інструмент.
- Швидкість обертання. При різьбуванні вона завжди нижча, ніж при чистому свердлінні. Занадто високі оберти — перегрів, задирання й поломка.
- Подача повинна бути стабільною. Ривки, реверс “на слух”, перекос — прямий шлях до зламаного мітчика.
- Мастило/СОЖ. Без мастила по нержавійці або конструкційній сталі ви просто здираєте кромку. Добре різьбонарізне мастило продовжує життя інструменту в рази.
- Жорсткість установки. Коли патрон “гуляє”, а деталь тримається абияк, ніякий бренд не врятує. Вісь мітчика та отвір мають бути співвісними, без перекосів.
Якщо режими підібрані правильно, інструмент працює “м’яко”: без звуку надриву, без неконтрольованого зростання зусилля на рукоятці чи шпинделі.
Крок 6. Як відрізнити дійсно якісний інструмент
Справді якісний металорізальний інструмент видно не тільки по ціні.
- У нього є паспорт/каталог із чіткими рекомендаціями: для яких матеріалів, які швидкості, які граничні міцності матеріалу деталі.
- Виробник показує геометрію: тип канавки, кут гвинтової лінії, форма фаски, тип хвостовика.
- Є спеціалізація: окремі лінійки під сталь, нержавійку, алюміній, комбінований матеріал, а не одна “чарівна” серія на всі випадки.
- Для серйозних брендів доступні готові набори під задачі: наприклад, комплекти свердел і машинних мітчиків для наскрізних отворів M3–M12. Це означає, що за вас уже підібрано правильні поєднання.
Якщо ви бачите лише загальні маркетингові обіцянки без технічних даних — це інструмент, який працює на удачу.
Крок 7. А якщо потрібно просто отримати якісну різьбу “без танців”?
Є два шляхи:
- Інвестувати час і гроші в підбір інструменту, вивчення каталогів, режимів, тестів, і тримати все це в голові або в товстій папці в майстерні.
- Або передати це тим, хто кожен день робить тільки одне — точні отвори й надійні різьби.
Ми пішли другим шляхом для наших клієнтів: підібрали парк верстатів, різьбонарізного обладнання та професійних інструментів (у тому числі HSCo‑набори для різьб M3–M12), налаштували режими й перевіряємо якість на сотнях деталей щомісяця.Тому якщо вам важливі надійні різьби в деталях, а не колекція зламаних мітчиків — простіше рішення є:
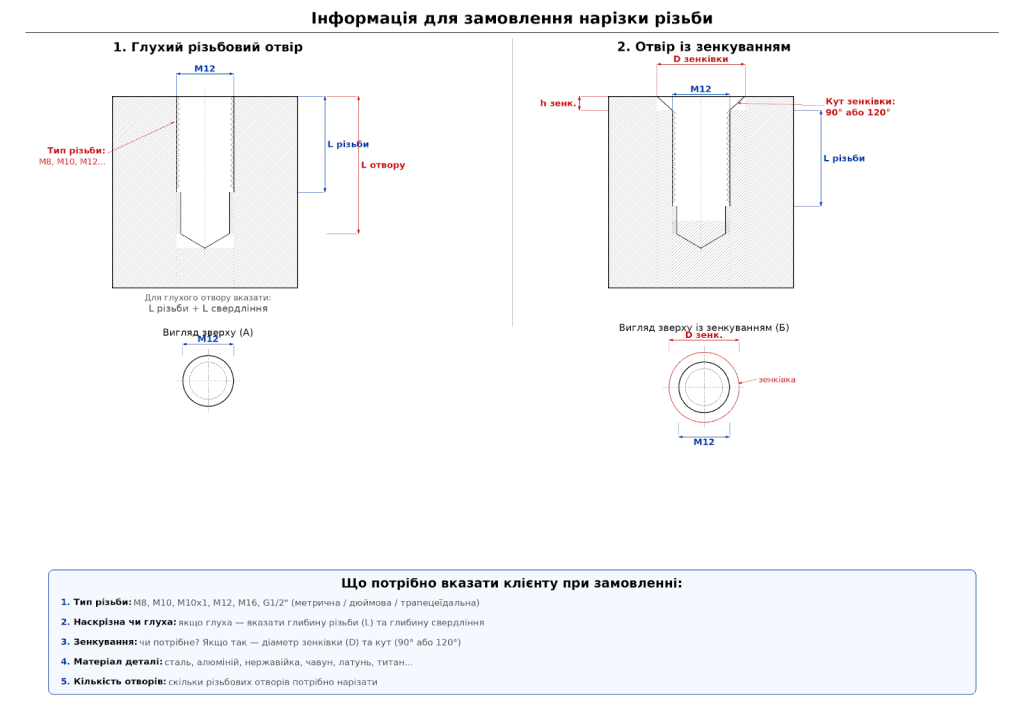
надішліть нам креслення або зразок деталі, і ми наріжемо різьбу з потрібною точністю, матеріалом і ресурсом, який вам потрібен.